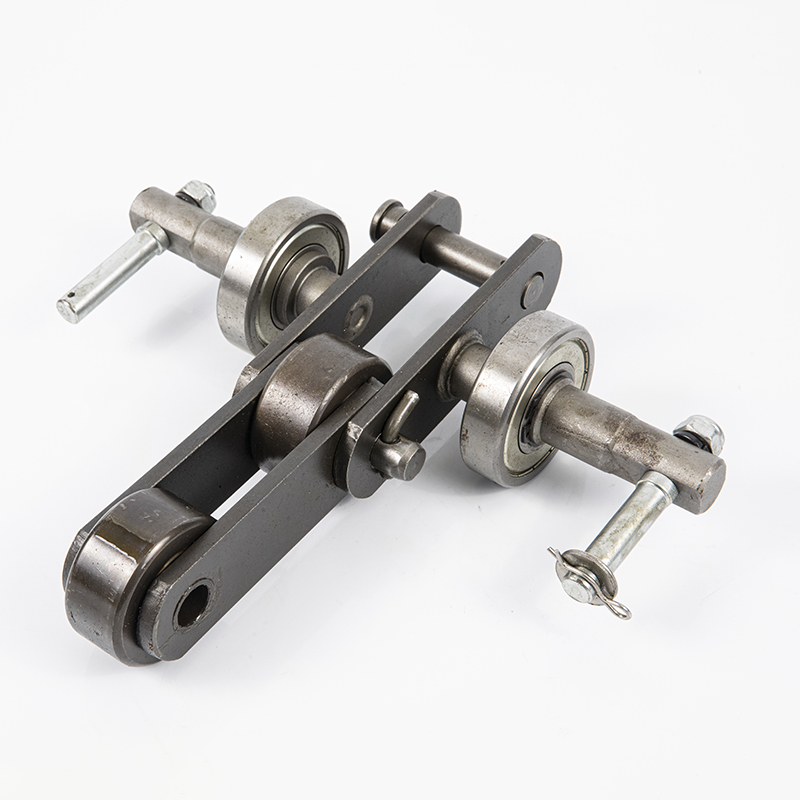
Corrente transportadora de rolo único para linha de produção de luvas

A corrente transportadora é semelhante à corrente de transmissão. A corrente transportadora de precisão também é composta por uma série de rolamentos, fixados pela placa da corrente com um sistema de retenção, e a relação posicional entre eles é muito precisa.
Cada rolamento consiste em um pino e uma bucha sobre os quais os roletes da corrente giram. Tanto o pino quanto a bucha passam por um tratamento de endurecimento superficial, o que permite juntas articuladas sob maior pressão e suporta a pressão da carga transmitida pelos roletes e o impacto durante o engate. Correntes transportadoras de diferentes resistências possuem uma série de passos de corrente distintos: o passo da corrente depende dos requisitos de resistência dos dentes da roda dentada e dos requisitos de rigidez da placa da corrente e da corrente em geral. Se necessário, o passo pode ser reforçado. A bucha pode exceder o passo nominal da corrente, mas deve haver uma folga nos dentes da engrenagem para que a bucha possa ser removida.
Tratamento de problemas:
O desvio da correia transportadora é uma das falhas comuns durante o funcionamento da mesma. Existem muitas razões para o desvio, sendo a principal a baixa precisão de instalação e a manutenção diária inadequada. Durante o processo de instalação, os roletes de cabeça e de cauda, bem como os roletes intermediários, devem estar alinhados o máximo possível no mesmo eixo e paralelos entre si para garantir que a correia transportadora não sofra desvios ou apresente desvios mínimos.
Além disso, as junções das correias devem estar corretas e os perímetros em ambos os lados devem ser iguais.
Durante o uso, caso ocorra algum desvio, as seguintes verificações devem ser realizadas para determinar a causa e efetuar os ajustes necessários. As peças que devem ser verificadas com frequência e os métodos de correção de desvios em correias transportadoras são:
(1) Verifique o desalinhamento entre a linha central horizontal do rolo e a linha central longitudinal da correia transportadora. Se o valor da não coincidência exceder 3 mm, os furos de montagem longos em ambos os lados do conjunto de rolos devem ser usados para ajustá-lo. O método específico consiste em determinar qual lado da correia transportadora está desalinhado, qual lado do conjunto de rolos se move para a frente na direção da correia transportadora ou qual lado se move para trás.
(2) Verifique o valor do desvio entre os dois planos do assento do rolamento da cabeça e da cauda. Se o desvio entre os dois planos for superior a 1 mm, os dois planos devem ser ajustados para o mesmo plano. O método de ajuste do rolo da cabeça é o seguinte: se a correia transportadora desviar para o lado direito do rolo, o assento do rolamento do lado direito do rolo deve ser movido para a frente ou o assento do rolamento do lado esquerdo deve ser movido para trás; o assento do rolamento do lado esquerdo do tambor deve ser movido para a frente ou o assento do rolamento do lado direito deve ser movido para trás. O método de ajuste do rolo da cauda é exatamente o oposto do do rolo da cabeça.
(3) Verifique a posição do material na correia transportadora. Se o material não estiver centralizado na seção transversal da correia, isso causará o desvio da mesma. Se o material desviar para a direita, a correia desviará para a esquerda e vice-versa. O material deve ser mantido o mais centralizado possível durante o uso. Para reduzir ou evitar o desvio desse tipo de correia transportadora, pode-se adicionar uma placa defletora para alterar a direção e a posição do material.